









おはようございます~!
ダイシン工業web担当、イマナカです。
さて本日は、バーリング加工について書いていきたいと思います!
バーリング加工(穴フランジ加工とも言う)については、
私は先ほどまで、ネジつっこめるようにするための加工とザックリすぎる理解でいました。。。
なのでここでしっかり書き残して
バーリング加工についてちゃんと理解していこうと思います!
目次
バーリング加工とは?
バーリング加工とは、穴をあける際に、板を厚くすることです。
例えば、薄い板にネジをはめ込む際、板厚が薄いとはめ込みが弱くなったりするので
穴をあけた加工部分に若干の立ち上がりをつくることで厚みを形成します。
これにより、ネジ穴の深さが増し、はめ込みがより強固になるんです。

分かりやすく穴をあけて下に伸びた部分を
立ち上がりと表現しましたがこれをバーリングと呼びます。
と、バーリング加工の概要は以上です。
じゃあバーリング加工だけでネジがはめ込めちゃうの?というところですが、、、
実は、用途や板厚、はめるネジの種類や強度等によって加工段階が変わるんです!
上記のような、下穴があればネジ自身でネジたてができてしまうタッピングねじ等を使うならば
基本的に、バーリング加工までで済ませてしまえます。※画像はモノタロウさんより拝借致しました。
➡「タッピングねじの種類と使用方法」byモノタロウ
そして、このバーリングだけでは足りないということであれば更なる段階へ進みます!
それが、タップを切る(タップを立てる)という作業です。
タップを切る(立てる)とは?
「タップを切る」、または「タップを立てる」とも言いますが、ネジをはめるために
タップという工具を主に使い、あけた穴の中に、※ネジ山をつくることです。
※ネジ山とは、ネジ本体のギザギダの凹凸のことをさします。
●タップを切る方法
《必要なもの》

①タップハンドル ②タップ ③できれば潤滑油も準備
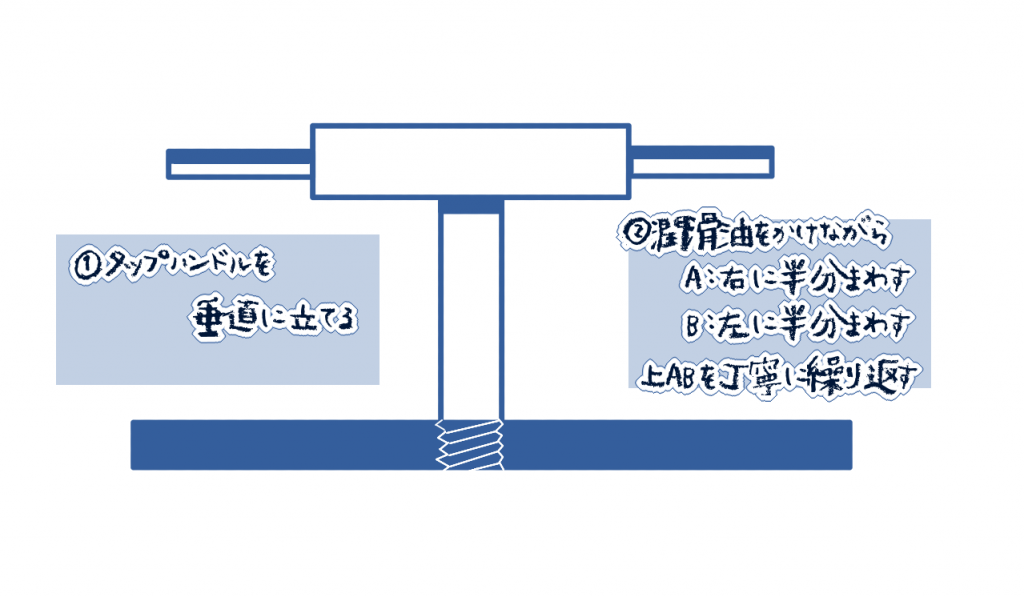
まずタップハンドルにネジ穴と同じサイズのタップをとりつけておきます。
①次にタップを穴に垂直に立てます。
この時斜めになったままだったりすると、タップが細いものなどは折れてしまいます。
②そしてできれば潤滑油をあなにかけながら、
ゆーっくり、、、丁寧に、、、力を入れすぎないように
右に半周、左に半周、右半周、、、と交互に繰り返していきます。
以上がタップを使用したねじ切り作業になります。
一見簡単な作業に見えなくもないのですが、これが結構難しいらしく
うっかりタップを折ってしまうことが多々あるようです。
上記ではタップの使用を紹介しましたが
弊社の鈴鹿工場ではこれを一括でしてしまう心強いマシーンがあります。
それが何回か当ブログで紹介させていただいているAMADAのC1AJです。

■ 特長① 高生産・省エネ加工クリーンカットではCO2(4kW)と比較し、薄板領域での高速加工、コスト削減を実現し、
さらに、レーザ発振用ガス不要で、省エネ効果を実現します。
■ 特長② 安全性と作業性の両立を確保レーザ光の漏れを完全にシャットアウトする安全設計。
また、テーブルキャビンを開閉せずに材料のセットが可能です。
■ 特長③ 工程集約・安定加工の実現タッピングツールを最大4種搭載し、タップ工程の集約が可能。
また、ID金型システムにより、常に最適な金型コンディションを維持し、加工品質の安定化を実現します。
なんせパンチングとレーザーの二刀流なのでとても優秀なのです。
C1AJであれば人の手は使わず、上記の一連の作業が可能になるんです。

ほかにも同じくAMADAのEMというパンチングマシーンもバーリングまでしてくれます。

組立式でユーザーに届けたいからどうしてもバーリング加工してほしい、、、などなど
ダイシン工業の鈴鹿工場では心強いマシーンたちが可能にしてくれます。
ご要望・ご相談などございましたら下記へお気軽にお問合せください!

ダイシン工業株式会社
大阪本社/東京支店/名古屋営業所/鈴鹿工場
別製品・OEM・卸のご相談はこちらのお問い合わせフォームよりお気軽にお寄せ下さい。
皆さまの快適な暮らし、オフィスづくりにダイシン工業の製品をお届けしてまいります。
【大阪本社】
〒570-0011 大阪府守口市金田町3-60-15
TEL:06-6901-5551
【東京支店】
〒151-0053 東京都渋谷区代々木2丁目11番12号 田中ビル2F
TEL:03-3370-2901
【名古屋営業所/鈴鹿工場】
〒519-1106 三重県亀山市関町会下1174-8
TEL:0595-96-2224 名古屋営業所
TEL:0595-96-2221 鈴鹿工場
Share シェアする
















